鋼結(jié)構(gòu)建筑作為新型節(jié)能環(huán)保的建筑體,具有材質(zhì)均勻、強(qiáng)度高、性能優(yōu)越、制造簡(jiǎn)便、可靈活布置等特點(diǎn),被譽(yù)為21世紀(jì)“綠色建筑”之一。隨著我國(guó)經(jīng)濟(jì)建設(shè)的迅速發(fā)展,工程領(lǐng)域越來(lái)越多的采用鋼結(jié)構(gòu),因此也帶動(dòng)了鋼結(jié)構(gòu)設(shè)備生產(chǎn)企業(yè)的高速發(fā)展。我國(guó)鋼結(jié)構(gòu)發(fā)展處于起步階段,戰(zhàn)略規(guī)范上看,中國(guó)經(jīng)濟(jì)飛速發(fā)展的同時(shí),與之建設(shè)配套的技術(shù)要求不斷增大。長(zhǎng)遠(yuǎn)的戰(zhàn)略考量,鋼結(jié)構(gòu)的焊接規(guī)范越來(lái)越被多頻次的提及。從市場(chǎng)需求上看,隨著時(shí)代的發(fā)展,城市化的進(jìn)步,高層建筑對(duì)于鋼結(jié)構(gòu)的需求越來(lái)越大。目前,由于市場(chǎng)上片面的追求效率,使鋼結(jié)構(gòu)的加工質(zhì)量問(wèn)題比較明顯,大大影響高層建筑的總體質(zhì)量。因此,提升鋼結(jié)構(gòu)的焊接技術(shù),規(guī)范焊接技術(shù)要求,確保鋼結(jié)構(gòu)的加工質(zhì)量,是越來(lái)越多的鋼結(jié)構(gòu)制造企業(yè)追求的目標(biāo)。
隨著國(guó)內(nèi)鋼結(jié)構(gòu)行業(yè)的不斷發(fā)展,H型鋼在許多鋼結(jié)構(gòu)廠房、機(jī)場(chǎng)、高層建筑及橋梁中得到普遍的應(yīng)用。H型鋼原本由鋼廠軋制而成,但因軋制型鋼的規(guī)格有限且價(jià)格比普通優(yōu)質(zhì)鋼板高得多,焊接H型鋼逐漸成為建筑鋼結(jié)構(gòu)設(shè)計(jì)和生產(chǎn)中首選的結(jié)構(gòu)型材,焊接H型鋼的需求量也在逐年大幅度增加。但是,鋼結(jié)構(gòu)工件下料時(shí)無(wú)法保證精度,大部分采用火焰或等離子切割,精度誤差超出±3mm以上,在下料環(huán)節(jié)的誤差,工件組對(duì)中人工擺搭的誤差,使得自動(dòng)化焊接設(shè)備無(wú)法找到焊縫位置,或者通過(guò)接觸尋位,使得焊接機(jī)器人或其他焊接設(shè)備輔助時(shí)間過(guò)長(zhǎng),影響效率;與此同時(shí),此行業(yè)大部分生產(chǎn)狀態(tài)批次多批量小,編寫(xiě)好的焊接程序無(wú)法進(jìn)行批量生產(chǎn),切換工件就需要編寫(xiě)新的程序,往往編程還未完成,人工已經(jīng)生產(chǎn)完成,不能體現(xiàn)自動(dòng)化焊接的優(yōu)勢(shì)。而且很多產(chǎn)品需要客戶(hù)定制,則需要更改圖紙,讓自動(dòng)化焊接可適應(yīng)性進(jìn)一步降低。
通過(guò)與眾多鋼結(jié)構(gòu)生產(chǎn)企業(yè)的溝通,我們了解到,目前鋼結(jié)構(gòu)焊接存在以下幾個(gè)方面難以突破的難點(diǎn):
厚板、坡口焊,需要多層多道焊。
相對(duì)裝配精度差,誤差大,焊接過(guò)程需要激光跟蹤糾正焊接軌跡。
焊縫破口不一致,需要實(shí)時(shí)智能調(diào)整焊接工藝。
小批量,構(gòu)件之間沒(méi)有重復(fù)性,需要自動(dòng)識(shí)別,自主編程難。
創(chuàng)想智控激光位移傳感器開(kāi)發(fā)及應(yīng)用在鋼結(jié)構(gòu)焊接中扮演了舉足輕重的角色,針對(duì)于鋼結(jié)構(gòu)行業(yè)的特點(diǎn)我們提供一下解決方案。
為工件掃描,軌跡規(guī)劃提供高精度,大量程的激光測(cè)量傳感器。
焊接過(guò)程中,實(shí)時(shí)測(cè)量破口形態(tài),調(diào)用焊接專(zhuān)家系統(tǒng),實(shí)時(shí)調(diào)整焊接工藝。
焊接完成后,通過(guò)焊道外觀掃描,檢測(cè)焊道表面形態(tài)
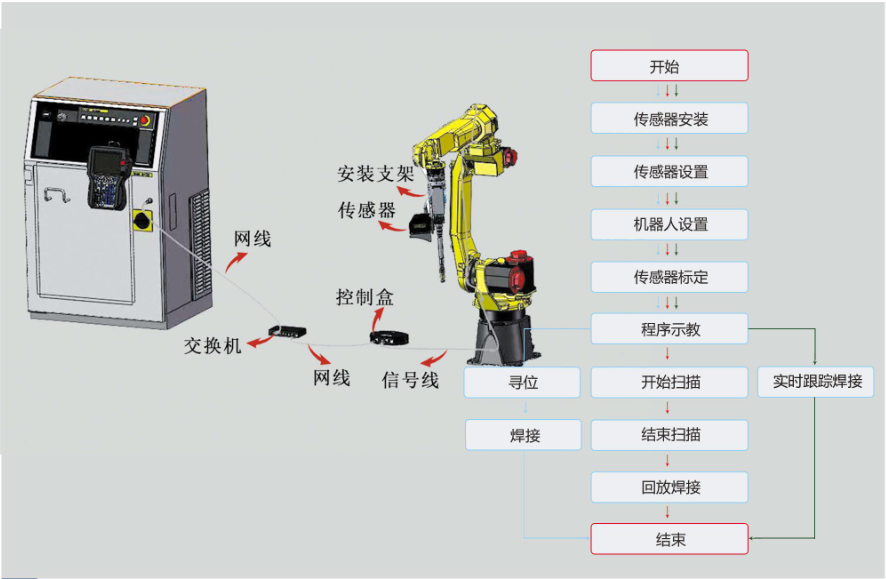
創(chuàng)想焊縫跟蹤系統(tǒng)有跟蹤器、控制、網(wǎng)線(xiàn)、信號(hào)線(xiàn)組成,結(jié)構(gòu)簡(jiǎn)單方便安裝,處理器采用嵌入式設(shè)計(jì)不需要外加工控機(jī),極大的減少了現(xiàn)場(chǎng)的占用空間。

根據(jù)現(xiàn)場(chǎng)不同的工況我們采用不同的焊縫糾偏方式。對(duì)于短焊縫我們采用多點(diǎn)尋位的方式解決焊縫位置偏差,對(duì)于長(zhǎng)直焊縫我們采用實(shí)時(shí)跟蹤功能達(dá)到邊掃邊焊的目的,不僅提高了糾偏效率還解決了焊接過(guò)程中熱形變導(dǎo)致的焊偏問(wèn)題。對(duì)于一些特殊工況我們還可以實(shí)現(xiàn)先掃描再回放焊接,最大可能的滿(mǎn)足了鋼結(jié)構(gòu)行業(yè)焊接過(guò)程中的糾偏需求。