在大型鋁合金航天器結構中,存在大量復雜形式的焊縫,如球形、圓柱形、圓臺殼體與圓形、異形法蘭形成的相貫線等。載人飛船、目標飛行器、軍用衛星、月球探測飛行器等艙體結構都不同程度地涉及到這類形式焊縫的焊接問題。目前大多靠手工鎢極氬弧焊來完成這類曲線焊縫的焊接。存在如下問題:
①反復補焊影響產品研制進度。手工焊容易出現缺陷,排除缺陷和補焊的效率往往牽制結構的研制進度;
②熱輸入量大,焊接殘余應力水平高,容易導致產品尺寸超差;
③新一代長期在軌航天器密封艙體要求在軌壽命十五年以上。手工鎢極氬弧焊工藝焊接熱輸入量大,焊縫顯微組織粗大,焊縫殘余應力較大,應力腐蝕傾向嚴重,該工藝已不適應航天器結構長壽命、高可靠的制造需求。
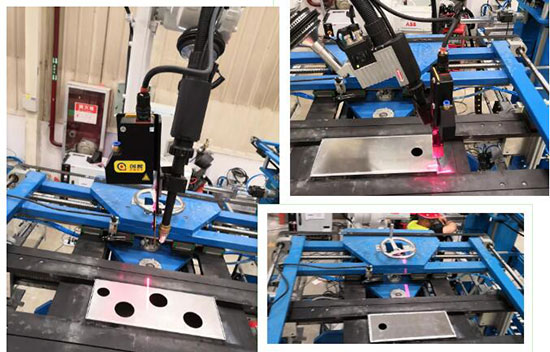
激光跟蹤傳感器具有信號處理快速準確的動態響應,所以提高了檢測靈敏度,改善了焊縫跟蹤的精度,且可以提高焊接速度,使焊道平滑等。
焊接機器人研究中的一項難題。其中關鍵技術包括:焊縫點圖像采集、結構光數學模型建模、機器人的運動控制算法、視覺伺服控制、焊接機器人位姿實時調整、初始焊縫位置識別與定位。通過視覺伺服控制技術組建一個控制系統,實現曲線焊縫的自主識別定位,并完成焊縫的自動跟蹤。
目前對于焊接機器人對曲線焊縫自動跟蹤的研究,都是在設定視覺傳感器可以獲取穩定的信息情況下進行的,對如何保證圖像特征始終存在于攝像機的有效范圍內、如何快速的調整焊槍姿態與如何協調跟蹤過程中的三個任務考慮較少。線結構光激光測量技術以其測量速度快、精度高、模型簡單、穩定性好等優點,廣泛應用于工業測量中的三維信息獲取,是目前實現機器人路徑識別與軌跡規劃較為成熟的一項技術。

具體的操作流程如下:
(1)初始點定位:粗掃描階段,提高機器人速度,減少圖像采集點頻率,直到焊縫點掃描消失,然后回到上一點;細掃描階段,降低機器人速度,提高圖像采集頻率,直到找到最后一個點,即為比較精確的焊縫初始點;
(2)初始位姿調整:根據位姿調整策略調整焊縫初始點位姿,得到焊接機器人理想姿態R6;
(3)焊縫點三維信息計算:計算確定在當前姿態R6 下達到焊縫初始點機器人位置信息P1;
(4)延遲跟蹤:將結構光采集到的數據保存到建立的隊列當中,如果要提高系統精度,可以適當增加隊列長度。讀取當前焊槍末端點三維信息Pn ,在P 1~Pn 之間適當插值,存于隊列中;
(5)根據當前焊縫圖像,圖像處理獲取焊縫點,將焊縫點在攝像機坐標系的三維坐標變換到機器人基坐標系后入隊,若焊縫提取失敗則跳到(8);
(6)伺服控制:將焊接機器人運動分解為旋轉部分和平移部分的策略。平移運動保證焊槍精度,旋轉保證焊接機器人姿態良好;用視覺伺服控制反饋視覺圖像,結合焊槍坐標系建模方法,獲得機器人的旋轉量,實時調整機器人位姿。
(7)位姿調整:根據結構光數學模型把采集到的焊縫點圖像坐標轉換為三維信息,然后根據視覺伺服控制方法控制焊接機器人進行焊縫跟蹤,在跟蹤過程中實時進行機器人位姿調整,保證焊槍與工件法線成 15 度;保證在曲線焊縫視覺跟蹤過程中焊縫點的圖像坐標在期望圖像坐標的可接受范圍內,確保焊縫方向與激光條所成角度接近 90 度。
(8)判斷保存焊縫點三維信息的隊列是否為空,如不為空則跳到(4),反之則跳到(9);
(9) 焊縫跟蹤任務結束。
可創新點:
(1)初始點定位自動化程度:對于焊縫初始點自動識別定位,應當提出更加簡便和快捷的方法,使自動識別效果更好,自動化程度更高;
(2)焊縫跟蹤路徑規劃:獲取焊縫點三維信息后,應當對焊縫點進行軌跡規劃來使跟蹤軌跡更加平滑,提高焊縫質量。