焊接跟蹤傳感器頭部包括一個CCD攝像機和一個或兩個半導(dǎo)體激光器。激光器作為結(jié)構(gòu)光源,以預(yù)定的角度將激光條紋投影到傳感器下部的工件表面。攝像機直接觀察在傳感器下部的條紋。攝像機前部是一個光學(xué)濾光片,允許激光通過但是濾去所有其他的光,例如焊接電弧。傳感器因此能夠非常接近焊接電弧。
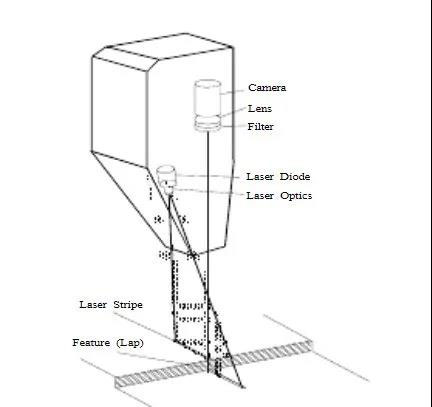
傳感器通常以預(yù)先設(shè)定的距離(超前)安裝在焊槍前部,因此它可以觀察焊縫。傳感器本體到工件的距離也就是安裝高度取決于所安裝的傳感器型號。當(dāng)焊槍在焊縫上方正確的定位后,焊縫應(yīng)該接近條紋的中心,這才能使得攝像機觀察到激光條紋和焊縫。

由于激光條紋是以一定的角度投影的,如果工件同傳感器距離太近,激光條紋的位置就相對靠前。反過來,如果工件同傳感器距離遠(yuǎn)一些,工件表面激光條紋的位置相對靠后。攝像機觀察激光條紋的位置,傳感器能夠測量距離工件的垂直距離。從條紋的形狀上看,傳感器也能夠測量表面的輪廓和焊縫在條紋上的位置,這就允許傳感器測量焊縫的橫向位置。



從攝像機觀察到的圖像被控制器處理,圖像首先被獲取并形成數(shù)字化的激光條紋圖像。然后軟件使用特定的設(shè)置來將條紋分成形成焊縫的許多條線。從這些線的位置,系統(tǒng)可以測量焊縫的位置,并將其轉(zhuǎn)化成以mm計算的距離。這種轉(zhuǎn)化是使用在傳感頭中存儲的校準(zhǔn)數(shù)據(jù)完成的。當(dāng)系統(tǒng)正在進(jìn)行跟蹤時,焊接速度和前視距離被用來計算延遲時間。這就保證焊槍而不是傳感器沿著焊縫行進(jìn)。應(yīng)該指出的是控制策略提供了平滑的前視距離以保證形成平滑的焊縫。因此如果傳感器在路徑上遇到了一個臺階的變化,他將會提供一個平滑的響應(yīng),如下圖所示。

傳感器關(guān)鍵部件包含:CCD攝像機和濾光片、半導(dǎo)體激光器和光學(xué)元件、監(jiān)測溫度的微處理器、存儲的校準(zhǔn)數(shù)據(jù)。
溫度監(jiān)控器在冷卻系統(tǒng)萬一失效時對激光器提供保護(hù)。如果激光器在超過限度的溫度下應(yīng)用,則其壽命會顯著的降低。
校準(zhǔn)數(shù)據(jù)的存儲使得傳感頭完全可以互換。而無需額外費用和修改。從而,保證了在傳感器損壞或者失效時的最小停機時間。
焊接過程的煙塵和飛濺是通過一個黑色銅制防濺擋板來保護(hù)傳感頭的光學(xué)元件。這種防濺擋板安裝有一個清晰可更換的塑料片,當(dāng)有污垢在其表面時,該塑料片必須定期更換。
傳感器必須通過焊接保護(hù)氣體或者空氣冷卻(清潔、干燥和無油),將電子元件的溫度維持在50℃以下,并且防止煙塵,保護(hù)光學(xué)元件。使用的氣體流量典型的為5L/min.如果有必要,可以使用一個水冷的安裝板來對傳感頭提供額外冷卻。反過來,如果半導(dǎo)體激光器的溫度低于+5℃,則可選加熱器就應(yīng)該安裝在傳感器上。