氬弧焊的危害程度要比焊條電弧焊相對來說要大,但是沒有大到讓人望而生畏的地步,紅外線輻射約為普通焊條電弧焊的1~1.5倍,氬弧焊電弧產生的紫外線輻射約為焊條電弧焊的5~20倍。
在有限空間內焊接時,臭氧的濃度可增大到危險程度,在焊接過程中,還會產生二氧化碳,一氧化碳等有害氣體和金屬粉塵,這些都對焊工產生一定的危害。
所以我們在焊接過程中要做好防護,選用電極的材料,要盡量選用放射性小的鈰鎢。磨削電極時,要戴好口罩,手套,且工作后要洗手,讓危害降到最低。
放射性的危害
氬弧焊使用的釷鎢含有l%一1.2%的氧化釷。釷是一種放射性元素,能放射出α,β,γ三種射線。在焊接過程及與釷鎢棒的接觸過程中,可能會受到放射線的影響。通過大量調查,每天消耗的釷鎢棒僅100--200mg,放射劑量極微,對人體影響不大。但是在容器內焊接時,通風不暢,煙塵中的放射性粒子有可能超過衛生標準;
百度百科:放射性氣溶膠,懸浮在空氣或其他氣體中含有放射性核素的固體或液體微粒。固體或液體放射性微粒懸浮在空氣或氣體介質中形成的分散體系。氣溶膠的基本特性是不穩定,小于0.1微米的微粒在氣體中作布朗運動,不因重力作用而沉降;1~10微米的微粒沉降緩慢,懸浮在空氣中較久。放射性氣溶膠的電離效應高、濃度低、微粒上易帶電(由放射性衰變產生)。放射性氣溶膠是造成人體內照射的主要威脅。
強電弧光的危害
焊接弧光輻射主要有可見光、紅外線和紫外線。它們作用到人體上,被人體組織吸收,引起組織的熱作用、光化學作用或電離作用,使人體組織受到損傷。
可見光線的光度比肉眼正常承受的光度大約大到一萬倍左右,當可見光線輻射人的眼睛時,會產生疼痛感,看不清東西,通常叫“晃眼”,在短時間內失去勞動能力。
紅外線對人體的危害主要是引起組織的熱作用。在焊接過程中,眼部受到強烈的紅外線輻射,會立即感到強烈的灼傷和灼痛,發生閃光幻覺。長期接觸可能造成紅外線白內障、視力減退,嚴重時可導致失明。
作用強烈時伴有全身癥狀:頭痛、頭暈、易疲勞、神經興奮、發燒、失眠等。紫外線過度照射人的眼睛,可引起眼睛急性角膜和結膜炎,即電光眼炎。其癥狀是出現兩眼高度羞明、流淚、異物感、刺痛、眼瞼紅腫、痙攣、并伴有頭痛和視物模糊。
焊接煙塵的危害
焊接過程中會產生大量的金屬焊接粉塵,焊接產生的金屬粉直徑很小,較容易吸肺部,因直徑很小很難排出體外,故發生病變。焊接電流強度越大粉塵濃度越高。在焊接粉塵濃度較大的情況下,又沒有相應的排塵措施時,長期接觸焊接粉塵能引起焊工塵肺、錳中毒和金屬熱等職業疾病。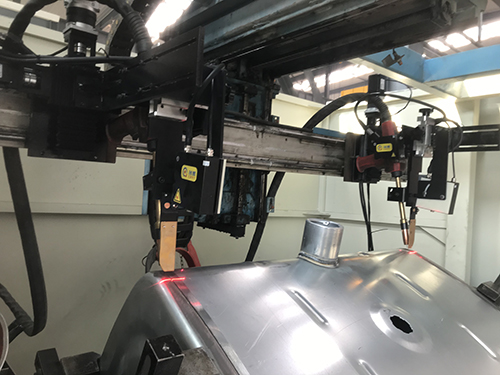
生殖毒性,近10年來國內外開展了一些關于電焊作業生殖毒性的研究,主要涉及男工精液質量、女工生殖結局及損害機制。研究表明:電焊女工月經的經量增加、周期縮短、經期延長、白帶增加,自然流產、早產、痛經、均較對照組高。錳中毒男工精液外觀呈均勻灰白色,PH值正常,平均液化時間比對照組延長。
檢驗結果證明,錳中毒男工平均一次射精量、精子總數、精子存活率及活動精子率均比對照組下降,錳中毒男工精子畸形率明顯高于對照組。認為金屬錳能夠影響男工生精系統,對精子的發育有直接毒作用,并能殺傷精子,從而引起男性精液質量的改變。國外也有報道電焊作業工人性激素分泌改變,精子質量下降,但對子代的性別比例沒有影響
有害氣體的危害
在焊接電弧高溫和強烈紫外線的作用下,電弧周圍形成多種有害氣體,其中主要有臭氧、氮氧化物、一氧化碳和氟化氫等。臭氧是一種刺激性有毒氣體,呈淡藍色。濃度較高時,發出腥臭味;高濃度臭氧還略帶酸味。
臭氧對人體的主要危害是對呼吸道及肺有強烈刺激作用。往往引起咳嗽、胸悶、食欲不振、疲勞無力、頭暈、全身疼痛等,嚴重時還會引起支氣管炎和肺水腫等。
氮氧化物是刺激性有毒氣體。二氧化氮呈紅褐色,具有特殊臭味。氮氧化物對人體的危害主要是對肺組織的刺激作用。其被吸人呼吸道后,在肺泡內逐漸與水作用形成硝酸和亞硝酸,對肺組織產生強烈刺激和腐蝕作用,引起中毒。
慢性中毒的主要癥狀是神經衰弱,如失眠、頭痛、食欲不振、體重下降。濃度高的氮氧化物能引起急性中毒,其中毒輕者,僅發生急性支氣管炎;重度中毒時,引發咳嗽激烈、呼吸困難、虛脫、全身軟弱無力等癥狀。
氮氧化物對人體的作用也是可逆的,隨著脫離作業時間的增長,其不良影響逐漸減少或消除。在鎢極氬弧焊時,如果不采取通風措施,其濃度往往超過衛生標準十幾倍,甚至幾十倍。我國規定的氮氧化物(換算成二氧化氮)的衛生標準為5mg/m3。在焊接過程中,通常臭氧和氮氧化物同時存在,因此它們的毒性更大。一般情況下,兩種有毒氣體同時存在比單一有毒氣體的危害作用高15--20倍。
防護措施:
(1)通風措施
氬弧焊工作現場要有良好的通風裝置,以排出有害氣體及煙塵。除廠房通風外,可在焊接工作量大,焊機集中的地方,安裝幾臺軸流風機向外排風。此外,還可采用局部通風的措施將電弧周圍的有害氣體抽走,例如采用明弧排煙罩、排煙焊槍、輕便小風機等。
(2)防護射線措施
盡可能采用放射劑量極低的鈰鎢極。釷鎢極和鈰鎢極加工時,應采用密封式或抽風式砂輪磨削,操作者應配戴口罩、手套等個人防護用品,加工后要洗凈手臉。釷鎢極和鈰鎢極應放在鋁盒內保存。
(3)防護高頻的措施
為了防備和削弱高頻電磁場的影響,采取的措施有:1)工件良好接地,焊槍電纜和地線要用金屬編織線屏蔽;2)適當降低頻率;3)盡量不要使用高頻振蕩器做為穩弧裝置,減小高頻電作用時間。
(4)其它個人防護措施
氬弧焊時,由于臭氧和紫外線作用強烈,宜穿戴非棉布工作服(如耐酸呢、柞絲綢等)。在容器內焊接又不能采用局部通風的情況下,可以采用送風式頭盔、送風口罩或防毒口罩等個人防護措施。
由創想智控自主研發的焊縫識別率高的激光焊縫跟器,采用智能實時跟蹤技術,非接觸式跟蹤模式,通過傳感器檢測焊縫偏移,引導并控制焊槍精確定位。
避免因工件位置偏差造成焊接缺陷,提高生產效率及產品質量。
激光焊縫跟蹤器由激光器、光學傳感器和中央處理器構成,采用光學傳播與成像原理,得到激光掃描區域內各個點的位置信息,通過復雜的程序算法完成對常見焊縫的在線實時檢測。
該系統通過對焊接過程中的焊縫信息處理,控制執行機構的動作,采用PID控制和模糊控制結合的方法對外焊縫進行自動跟蹤, 提高了系統精度,解決了傳統焊機在焊接過程中需要操作人員一直留在焊槍旁邊觀察焊接情況的問題,提高了焊接效率和質量,減少了弧光對作業員工的身體傷害。